Conformal Cooling in Injection Mold Design for Better Product Quality
In injection molding, the cooling stage plays a critical role in both production efficiency and final part quality. Cooling performance directly affects cycle time, residual stress, warpage, dimensional stability, and the internal and surface quality of injection molded products.
An efficient cooling system can significantly shorten cooling time, reduce the injection cycle, and improve the overall consistency of molded parts. If cooling is uneven, thermal residual stress can build up inside the part, which may seriously affect its shape, size, and mechanical performance.
Why Cooling Matters in Injection Molding
Studies and production experience show that thermal residual stress in injection molded parts is often much greater than flow-induced residual stress. For this reason, cooling control is one of the most important factors in mold design.
When a viscoelastic polymer melt cools below its glass transition temperature inside the mold, uneven temperature distribution and uneven density changes can create thermal residual stress. In practice, this stress is mainly generated during two stages:
- While the molded part is cooling inside the cavity
- After demolding, as the part cools from ejection temperature to room temperature
To achieve efficient production and high-quality parts, the mold must be designed with effective temperature regulation.
The Importance of Cooling System Design
In injection molds, the cooling effect has a direct influence on both molding efficiency and final product quality. Because of this, cooling system design is one of the key steps in mold development.
However, traditional mold manufacturing methods often limit cooling channels to relatively simple structures. As a result, conventional cooling circuits may not provide uniform cooling for parts with complex geometry or high quality requirements.
To improve cooling performance, mold designers have developed different cooling channel structures, including:
- Spiral cooling channels
- Baffle cooling systems
- Point cooling systems
- Screw plug cooling structures
These methods can improve cooling performance to some extent, but they are often not sufficient for complicated products or precision mold applications.
What Is Conformal Cooling?
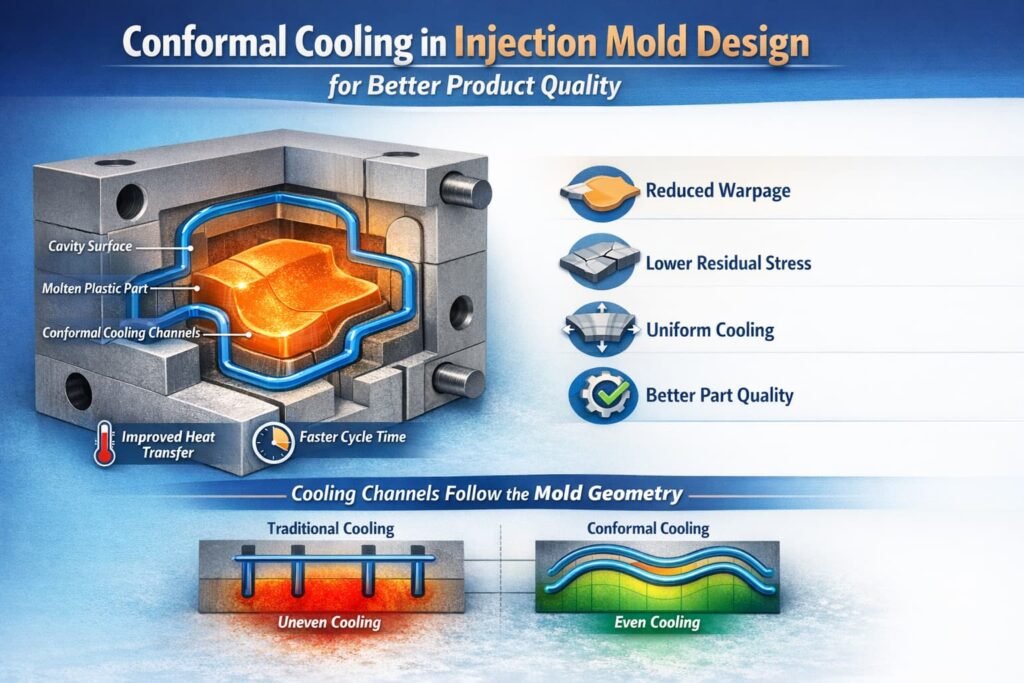
Conformal cooling is a mold cooling technology in which the cooling channels follow the geometry of the mold cavity surface as closely as possible.
Unlike traditional straight-drilled water channels, conformal cooling paths are designed to match the shape of the molded part. This allows more uniform cooling across the cavity and core surfaces.
The development of conformal cooling has given mold designers greater flexibility in mold design and has made it easier to improve heat transfer efficiency in difficult areas of the mold.
Advantages of Conformal Cooling
Conformal cooling offers several important benefits in injection mold design:
- Shorter cooling time
- Reduced injection cycle time
- More uniform mold temperature distribution
- Lower thermal residual stress in molded parts
- Reduced warpage and dimensional variation
- Improved mechanical properties and surface quality
- Faster achievement of stable molding conditions
How Cooling Channel Position Affects Mold Stability
In a typical injection molding process, the mold does not immediately reach a stable temperature state. When molten plastic enters the mold, heat is transferred from the melt to the mold surface, and then conducted through the mold steel toward the cooling channels.
If the cooling channels are located far from the cavity surface, heat will continue to accumulate in the mold, and the mold temperature will keep rising until thermal balance is reached between the heat from the melt and the heat removed by the coolant.
If the cooling channels are positioned closer to the mold surface, heat buildup inside the mold is greatly reduced. The heat transfer path from the cavity surface to the coolant becomes much shorter, which improves cooling efficiency and allows the mold to reach a stable working condition much faster.
In some cases, a well-designed conformal cooling system can help the mold approach thermal stability within a single injection cycle.
Why Conformal Cooling Is Important for Complex Molds
For products with complex shapes, uneven wall thickness, or high quality requirements, traditional cooling layouts may not be able to provide consistent temperature control. Conformal cooling offers a more advanced solution by matching the cooling path to the actual mold geometry.
This makes conformal cooling especially valuable for precision injection molds, high-performance parts, and applications where warpage control, cycle time reduction, and stable part quality are critical.