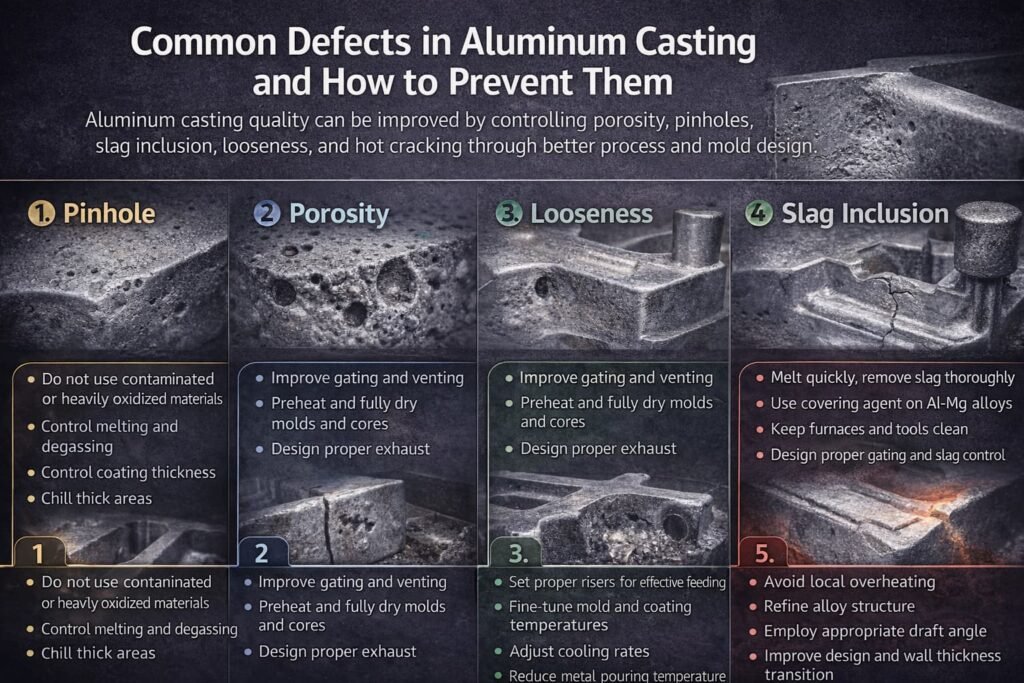
Common Defects in Aluminum Casting and How to Prevent Them
Aluminum casting defects can affect product quality, surface finish, mechanical strength, and dimensional stability. In production, common problems such as pinholes, porosity, looseness, slag inclusion, and hot cracking are usually related to melting control, mold design, cooling balance, and process conditions.
Understanding the causes of these defects and applying the right preventive measures can help improve casting consistency and reduce scrap rates.
1. Pinhole Defects
Pinholes are small gas-related voids that appear inside or near the surface of aluminum castings. They are often caused by contaminated raw materials, poor degassing, excessive mold temperature, or coating conditions that trap gas during solidification.
Prevention Measures
- Do not use contaminated aluminum alloy materials, organic-contaminated charge, or heavily oxidized and corroded materials.
- Control the melting process carefully and strengthen degassing and refining.
- Control coating thickness, because excessively thick coatings can increase the risk of pinholes.
- Keep mold temperature within a reasonable range and apply local chilling measures, such as copper inserts or water cooling, in thick-wall areas.
- Strictly control moisture in sand molds and use dry cores whenever possible.
2. Porosity
Porosity usually forms when gas is trapped in the metal during filling or when venting is insufficient. Poor gating design, wet molds, and inadequate exhaust are common causes.
Prevention Measures
- Improve the gating and riser system to maintain stable metal flow and avoid air entrapment.
- Preheat the mold and core before applying coating, and make sure the coating is fully dried before use.
- Design the mold and core with adequate venting to allow gas to escape effectively.
3. Looseness
Looseness refers to a weak and less dense internal structure in the casting, usually caused by insufficient feeding during solidification or unbalanced cooling in thick sections.
Prevention Measures
- Set risers properly to ensure effective feeding during solidification.
- Reduce the working temperature of the metal mold when necessary.
- Control coating thickness and reduce excessive buildup in thick-wall areas.
- Adjust the cooling rate of each section so that thick-wall areas have stronger chilling capacity.
- Appropriately reduce pouring temperature to improve solidification control.
4. Oxide Slag Inclusion
Oxide slag inclusion occurs when oxide film, slag, or coating particles enter the molten aluminum and become trapped inside the casting. This can reduce strength and damage surface quality.
Prevention Measures
- Control the melting process carefully, melt quickly, reduce oxidation, and remove slag thoroughly.
- For Al-Mg alloys, use a suitable covering agent during melting.
- Keep furnaces and tools clean and free from oxide buildup, and preheat them before use.
- Dry coatings completely before casting.
- Design the gating system to provide stable flow, buffering, and effective slag control.
- Use an inclined pouring system when appropriate to stabilize flow and reduce secondary oxidation.
- Select coatings with strong adhesion so they do not peel off and enter the casting.
5. Hot Cracking
Hot cracking usually occurs during solidification when thermal stress becomes too high, especially in castings with sharp corners, uneven wall thickness, or poor structural design.
Prevention Measures
- Avoid local overheating and reduce internal stress during casting.
- Ensure sufficient draft angle on the mold and core, generally above 2 degrees where applicable.
- Control coating thickness so that cooling remains more uniform across the casting.
- Select a suitable mold temperature according to casting wall thickness.
- Refine the alloy structure to improve resistance to hot cracking.
- Improve casting design by reducing sharp corners and sudden wall thickness changes.
Improving Aluminum Casting Quality
Stable aluminum casting quality depends on good melting practice, proper mold and gating design, balanced cooling, and suitable process control. By preventing common defects at the source, manufacturers can improve casting strength, surface quality, and overall production efficiency.